Hi All,
I'm in the middle of bringing a 1982 Suzuki GS750S Katana back from the dead. I have been posting/blogging on the Katana Australia forum (Hi PeteGSX) but thought I might share the journey here too. It may be of interest to some of you. I'll gladly take any advice or comments, and am happy to answer questions. I've done a few restorations for road use, not show bikes. "Ride it, don't hide it", they say.
With every project, I've tried to do more and more of the work myself to a level I can be proud of. Last build (my daily rider GS650G Katana) it was all the paint and panel work.
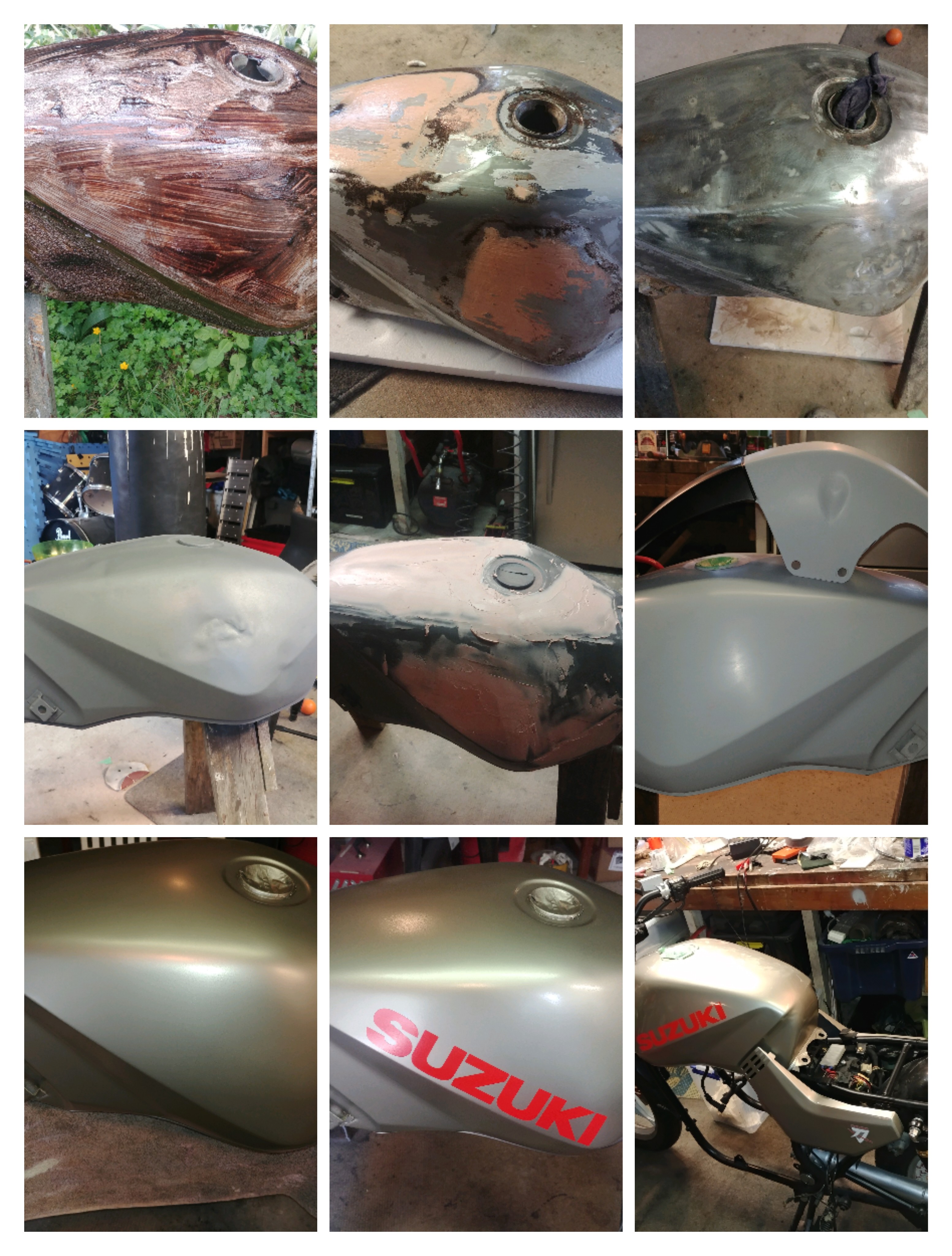
This project is the most ambitious to date. The bike was given to an acquaintance of mine, apparently as part-payment on a debt, and had languished in his garage for a year or two. It was a non-runner and he's not a bike guy. He just wanted it gone and the deal was struck. Here is day it came back on the trailer.


I'm in the middle of bringing a 1982 Suzuki GS750S Katana back from the dead. I have been posting/blogging on the Katana Australia forum (Hi PeteGSX) but thought I might share the journey here too. It may be of interest to some of you. I'll gladly take any advice or comments, and am happy to answer questions. I've done a few restorations for road use, not show bikes. "Ride it, don't hide it", they say.
With every project, I've tried to do more and more of the work myself to a level I can be proud of. Last build (my daily rider GS650G Katana) it was all the paint and panel work.
This project is the most ambitious to date. The bike was given to an acquaintance of mine, apparently as part-payment on a debt, and had languished in his garage for a year or two. It was a non-runner and he's not a bike guy. He just wanted it gone and the deal was struck. Here is day it came back on the trailer.


































Comment